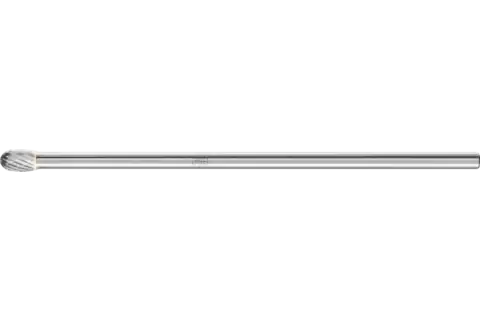
Tungsten carbide burrs for general use, cut 3 PLUS, oval shape TRE
Tungsten carbide burr oval TRE dia. 08x13mm shank dia. 6x150mm Z3P universal medium cross cut
TRE 0813/6 Z3 PLUS SL 150

Technical information
Tungsten carbide burr oval TRE dia. 08x13mm shank dia. 6x150mm Z3P universal medium cross cut
- Cut
- 3 PLUS
- Dia. external
- 8 mm
- Dia. shank
- 6 mm
- Length, cut
- 13 mm
- Length, total
- 163 mm
- RPM, grey cast iron, white cast iron
- 11.000 RPM
- RPM, hardened, heat-treated steels over 1,200 N/mm²
- 11.000 RPM
- RPM, soft non-ferrous metals
- 11.000 RPM
- RPM, steels up to 1,200 N/mm²
- 11.000 RPM
- Radius corner design
- 3.7 mm
- Packaging unit
- 1 piece
Description
Advantages
Recommendations for use
Safety notes
- Materials that can be worked
- Applications
- Drive types
Downloads